
Analysis of the Effects of Straightening and Aging on the Mechanical Properties of Low and Medium Carbon Steel Wire
Candido Neto, M. M., de Oliveira, M. J. C.
DOI 10.5433/1679-0375.2024.v45.50754
Citation Semin., Ciênc. Exatas Tecnol. 2024, v. 45: e50754
Received: 3 June 2024 Received in revised for: 9 August 2024 Accepted: 12 November 2024 Available online: 4 December 2024
Abstract:
The steel industry represents a sector of great importance in the production chain, being directly related to the economic development of the world. The straightening process, an important phenomenon of plastic deformation during steel production can bring changes in the results of mechanical properties. The goal of this study is to analyze the interaction between the variables involved in the natural strain ageing, straightening (manual and mechanical) and in the chemical composition (low and medium carbon steels) of the wire rod, being the variation of the mechanical properties - through the tensile test – and microstructural – from the microstructural characterization – the analysis parameters. The results indicate a trend towards an increase in the yield and resistance limits of the materials that were submitted to the straightening and strain aging process, and it is possible to notice the pattern, from the contour and response surface graphs, that the higher the levels of straightening and percentage of carbon, the higher the values of yield strength and resistance.
Keywords: rolling, steel, physical metallurgy, aging, plastic deformation
Introduction
The steel industry plays a vital role in the production chain of construction, automotive manufacturing, and infrastructure development, directly linked to the economic development of the world. In Brazil, revenues in 2021 reached US$ 38.7 billion, creating 114 thousand direct jobs. This revenue corresponds to 36 million tons of steel produced and 6 million tons of net steel exports, accounting for 7.1 % of Brazil trade balance (Empresa, 2022; Konak & Kamaci, 2019). In 2023, Brazil produced \(32.0 \times 10^6\) t of crude steel which represents 35 % of all the sales of steel products in the foreign market a total of \(31.128 \times 10^3\) t (Instituto, 2024).
Due to the relevance and growth of the steel sector, it is important to analyze, compare and measure its production, focusing on the customer. As one of the pillars of the steel industry, they are strong allies for the quality of commercial process and competitiveness in this sector through environmental compliance (Lin et al., 2023; Prasad & Mishra, 2017). In this context, the present work aims to expand knowledge about the behavior of two groups of wire rods – low and medium carbon – through straightening and aging which are common metallurgical phenomena in the steel industrial process.
The straightening process, an important phenomenon of plastic deformation, can alter mechanical properties according to Daroit, 2012, due to the hardening of the material in the plastic deformation process. Similarly, aging, according to Leslie (1982 as cited in Meira, , p. 17), involves changes of metal characteristics, such as increased strength and decreased ductility in specific contexts. Thus, it is essential to analyze the interaction between these variables in steels with different chemical compositions, as well as to understand the resulting changes in mechanical properties, including yield limit and resistance, in addition to ductility (based on percentage elongation).
In routine industrial production, manual straightening is the most common and applicable, due to its speed and ease compared to the mechanical one. The principle of manual straightening consists of inserting the curved sample into the holes of the manual straightener. Force is then applied in the direction of the curve repeatedly until the sample is completely straightened. In mechanical straightening the source of stress is the straightening machine (Mischke & Jonca, 1992). The result of the process depends on several factors, including the curvature of the rolls, material properties, angle, distance and pressure between the rolls, the structural flexibility of the straightening equipment, and the pre-defined conditions for each roll (Bader et al., 2022).
The aging process can be defined, in simplified terms, as the set of changes in the properties of a metal resulting from interactions between dislocations and interstitial solute atoms due to plastic deformation. According to Wright (1996 as cited in Brito, , p. 25), the fixation of dislocations, caused by interactions with carbon and/or nitrogen atoms, is the primary factor contributing to the aging phenomenon in steels (Nicolodi, 2021). Eder, 2006 notes that while aging can be viewed as a detrimental process for the industry, it can also serve as a valuable mechanism to enhance the strength of materials.
This work aims to examine the interaction between natural aging and straightening phenomena in the chemical composition of wire rod. The comparison process will be based on two types of straightening: manual and mechanical. Additionally, the carbon content will be varied between low carbon steel (SAE 1005) and medium carbon steel (SAE 1042). Aging will occur by allowing the material to rest after the plastic deformation caused by straightening, and measurements will be obtained through a series of tensile tests.
Materials and methods
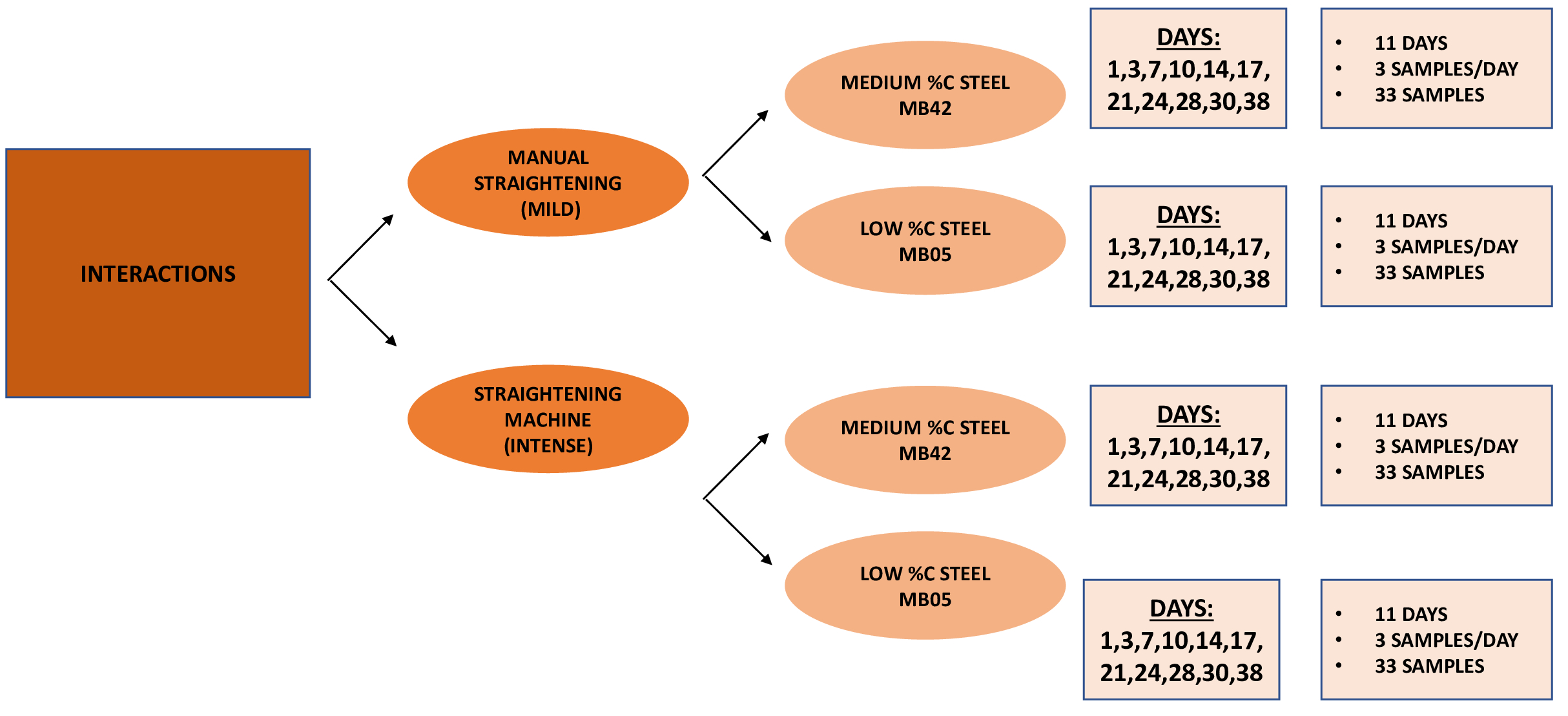
The first aspect of analysis, straightening was subdivided into two comparative groups: manual straightening (mild) and machine straightening (intense). The chemical composition variable was also subdivided into two study groups based on the percentage of carbon: medium carbon steel – 1042 and low carbon steel – 1005. Finally, the last variable evaluated was the influence of static aging after straightening which was observed through changes in the mechanical properties of steels over time. The evaluation period lasted 38 days, during which 11 measurements were taken. The measurement days were selected based on the availability of the testing machine for routine tests at the plant, to ensure precise monitoring of variations in the measured properties. The work planning is illustrated in the flowchart in Figure 1.
The resources and structure used in the research belong to the ArcelorMittal Group and the Laboratories of the Metallurgy Center of the Federal Institute of Sudeste Minas Gerais – Juiz de Fora Campus. The materials and resources needed in the process of collecting and preparing the wire rod samples were: 6.5 mm wire rod coil, rebar cutting scissors, and FORMAT 12 HS model stirrup.
In the testing phase, the following materials and resources were utilized: a 20T Ultimate Tensile Machine (Panantec model), a 100 mm digital caliper, a digital micrometer and a 6.30 mm sample scribe pattern. For the laboratory analysis of the samples, the following materials and resources were used: a cutting machine (Arotec – model Arocor 80), a sanding machine (Buehler – model Ecomet 4000), sandpaper with grit sizes 80, 120, 400 and 600 (Norton model), an embedding machine (Buehler – SimpliMet 1000 model), a polisher (Buehler – Ecomet 4000 model), diamond paste of 0-2 micron and 3-6 micron (Christensen Roder model), 5 % nitaletching reagent, and an optical inverted platinum microscope (Olympus – model GX 51F). To determine the carbon content, a spectrometer from the manufacturer ThermoFisher SCIENTIFIC (model ARL4460) was employed.
Regarding the removal of samples, as the roll entered the quality control sector, the coils were removed from both the AISI 1005 and the AISI 1042 steel roll. First, the samples were removed using the standard disposal method – discarding samples from the head and/or tail of the roll to eliminate defects inherent to the rolling mill production process. As a result, 80 coils were removed from the grades 1005 and 1042 wire rod rolls, 40 from each. Given that each coil generates 5 samples, a calculation was made to obtain around 400 samples to allow for a margin of error and unforeseen events.
The quality inspectors removed the coils using pressure scissors. Alongside the coils, three control samples were taken from each roll (totaling six samples, three from SAE 1005 materials and three from SAE 1042 materials) as represented in Figure 2. The objective of obtaining these control samples was to establish a parameter of the mechanical properties of the material before conducting all straightening and aging manipulations. After cutting the coils, the material was stored on the coils line.

For mild straightening (manual), illustrated in Figure 3, the samples required manual cutting using rebar cutting scissors. These samples were cut to a length of around 550 mm. This value considers a distance between 340 mm plus approximately 110 mm of material fixed in the Universal Tensile Machine. After this, the samples underwent manual straightening.

For intense (mechanical) straightening, the preparation process consisted of cutting the group of 40 coils in half (20 coils) and labeling them to prevent mixing of materials. Upon completion of the straightening process, approximately 200 samples of SAE 1005 steel and 200 samples of SAE 1042 steel were was obtained. After straightening, the wire rods were set aside for the test. Figure 4 shows the samples: those straightened manually (mild) on the left, the samples and those straightened mechanically (intense) on the right.
| (a) | (b) |
 |  |
After the straightening process, the first step was to identify the samples using codes. Table 1 illustrates the coding system, in which ‘X’ represents the sample number (ranging from 1 to 3) and ‘Y’ the day number (ranging from 1 to 38). The samples were subjected to a tensile test at a pre-determined standard speed of 20 mm/min using the NBR 7480 standard for measuring elongation.
0.1cm
| Code | Straightening | % Carbon | Day |
|---|---|---|---|
| LBXDY | L-MILD | B-LOW | Y-DAY |
| LMXDY | L-MILD | M-MEDIUM | Y-DAY |
| IBXDY | I-INTENSE | B-LOW | Y-DAY |
| IMXDY | I-INTENSE | M-MEDIUM | Y-DAY |
Microstructural characterization was conducted to observe the wire rods structures before and after straightening and to determine if grains elongation occured due to hardening. For this microstructural analysis, metallography was performed on six samples.
Results and discussion
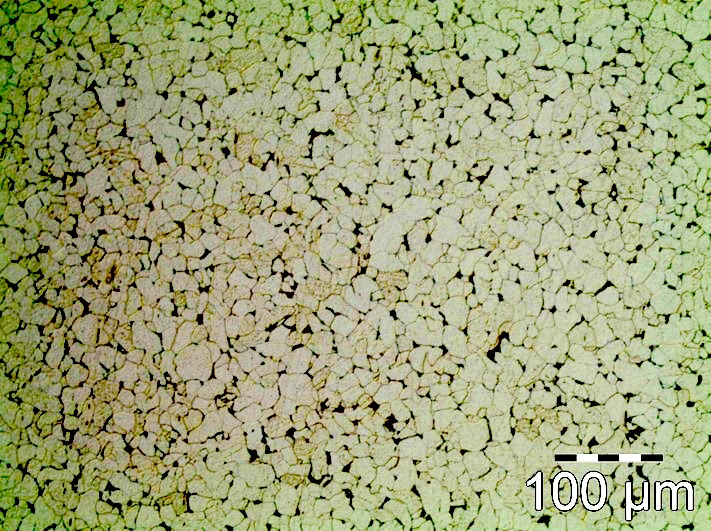
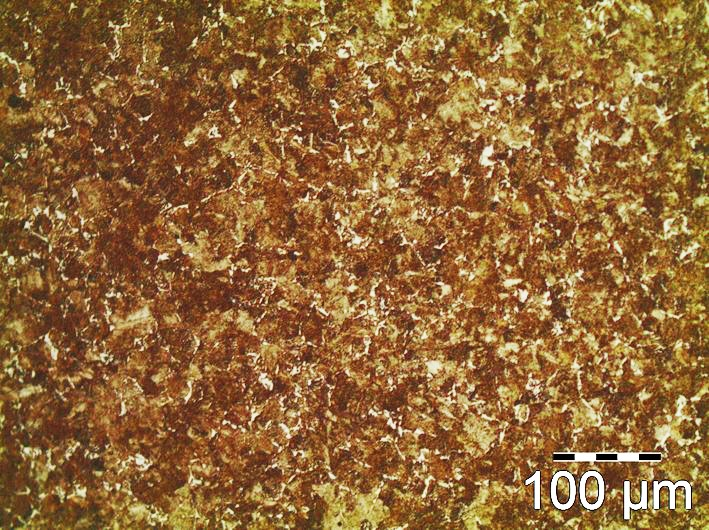
The microestructure of the SAE 1005 and 1042 steels can be observed in the cross-sectional optical microscopy images, Figures 5(a) to 5(d). Both compositions in the images show the microstructure predicted by the CCT diagram for hypoeutectoid steels thermally treated under continuous cooling. The presence of a microstructure was perceived as composed of bright grains of proeutectoid ferrite and darker grains of pearlite. Such behavior was observed by Miranda (2021) in his work on natural aging.
| (a) | (b) |
 |  |
| (c) | (d) |
 | 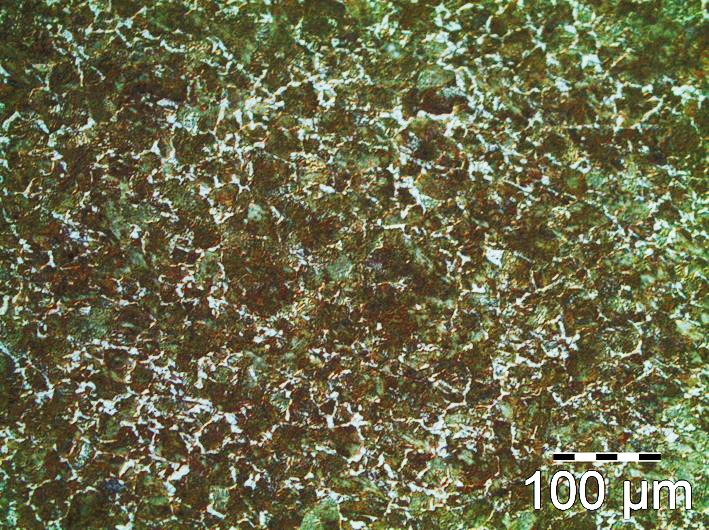 |
Regarding the comparison between wire rods before and after the straightening process, several key aspects emerge, including the microstructural evaluation. In relation to the phases, there is a distinction between the percentage of pearlite in low carbon steels – 0.05 % C and medium carbon steels – 0.42 % C. It’s observed that medium carbon steel has a higher proportion of perlite than low carbon.
Another aspect to evaluate in the comparison of wire rods before and after the straightening process is the elongation of the grains in each steel type. Arrais, 2019 and Yamasaki, 2018, have shown that materials subjected to cold forming often exhibit noticeable grain elongation in longitudinal sections. Although cold forming was not utilized in this study, straightening applies localized stresses that can cause deformations.
Thus, it is important to assess whether these stresses lead to significant grain stretching. However, the results indicate no substantial difference in grain elongation between the steel compositions or across the different types of straightening. This lack of noticeable elongation can be attributed to the localized nature of the applied stresses, which were insufficient to cause significant grain stretching.
In low and medium carbon steel, the primary effect observed was the change in tensile strength an elongation percentage afterstraightening. Table 2 summarizes these changes, comparing values from day 0 (the day of production – before straightening, represented by the "Prior" column) to day 1 (24 hours after straightening, represented by the "After" columns).
0.1cm
| Steel | Parameters | Straightening | ||
|---|---|---|---|---|
| Mild | Intense | |||
| Prior | After | After | ||
| SAE1005 | \(\sigma_\text{y}\) | \(285\pm4\) | \(292\pm2\) | \(380\pm6\) |
| \(\sigma_\text{R}\) | \(409\pm3\) | \(413\pm1\) | \(428\pm5\) | |
| \(\\epsilon\) | \(35\pm1\) | \(36\pm4\) | \(30\pm1\) | |
| SAE1042 | \(\sigma_\text{y}\) | \(492\pm2\) | \(514\pm3\) | \(496\pm4\) |
| \(\sigma_\text{R}\) | \(747\pm2\) | \(779\pm3\) | \(749\pm1\) | |
| \(\\epsilon\) | \(20\pm1\) | \(17\pm3\) | \(16\pm1\) | |
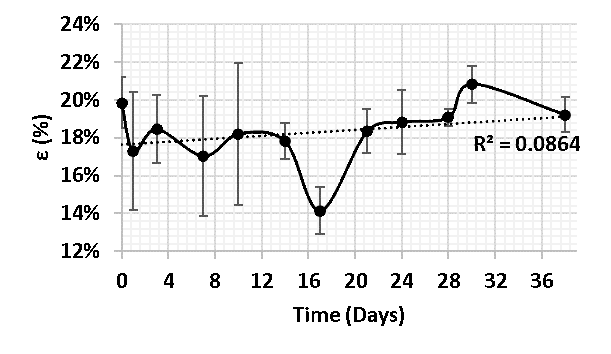
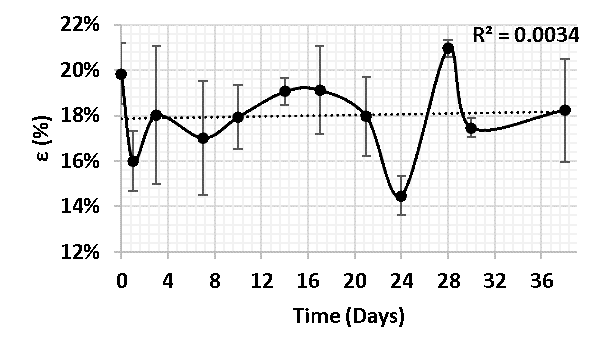
In general, it was possible to observe, after the straightening and aging process, a tendency for tension to increase, both in the yield limit and in the resistance limit. In the case of the mechanical property of percentage elongation, there was a tendency for values to decrease. This aligns with the finds of Miranda, 2021 in his study on natural aging, the author considers that the characteristics of increasing yield limits, resistance, and reducing the ductility of the material are common aspects of the deformation process.
The localized hardening, indicated by a increased mechanical resistance and decreased elongation, was more pronounced in SAE 1005 steel after intense straightening and in SAE 1042 steel after mild straightening. A similar behavior was observed by Zamani et al., 2018 for low carbon steel aged at room temperature.
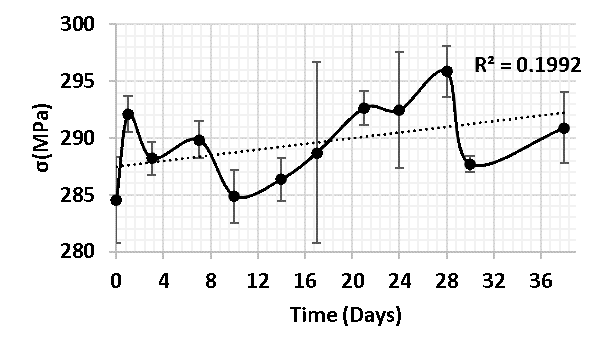
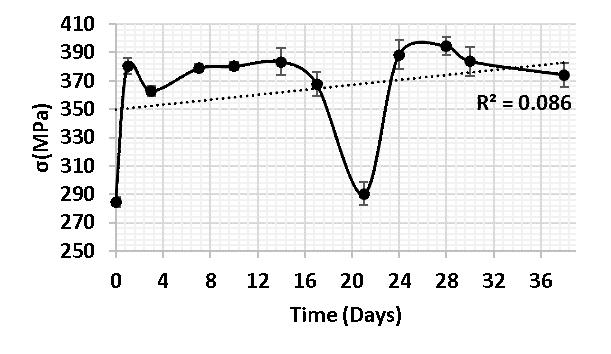
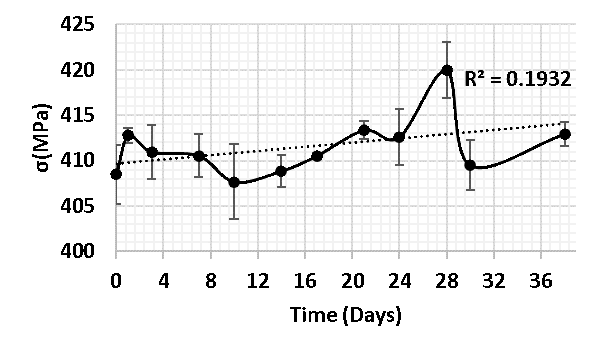
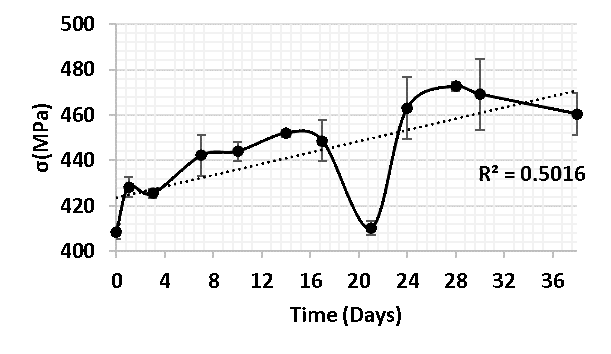
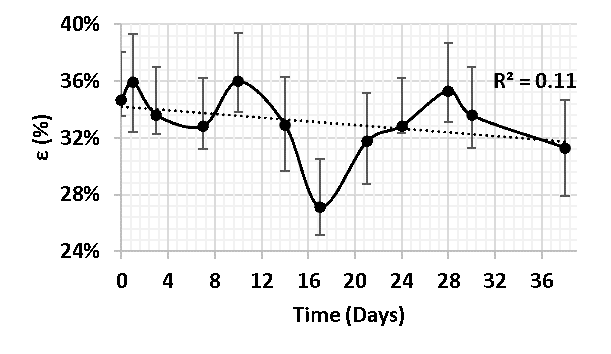
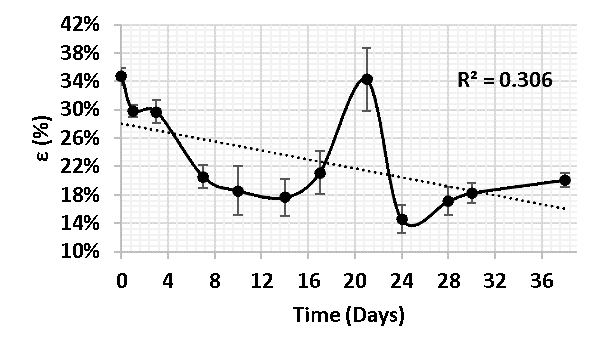
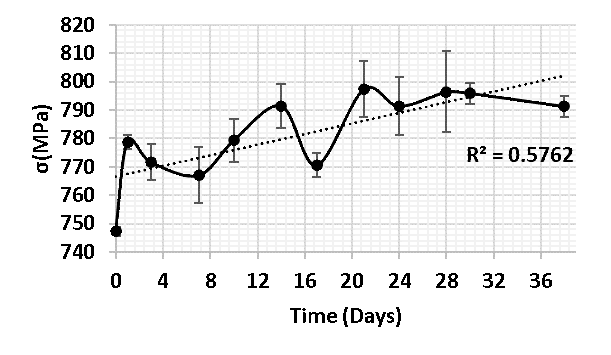
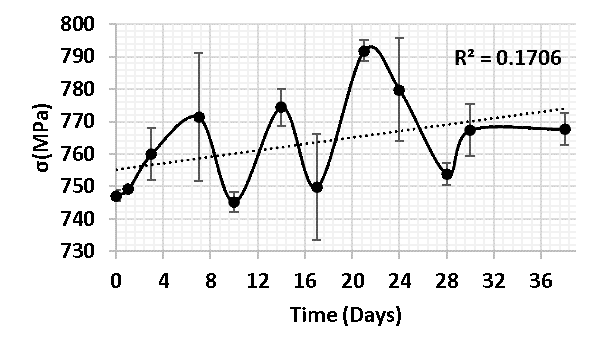
Figures 6 and 7 respectively show the effect of static aging on the mechanical strength of SAE 1005 and SAE 1042 steel.
| (a) | (b) |
 |  |
| (c) | (d) |
 |  |
| (e) | (f) |
 |  |
| (a) | (b) |
 |  |
| (c) | (d) |
 |  |
| (e) | (f) |
 |  |
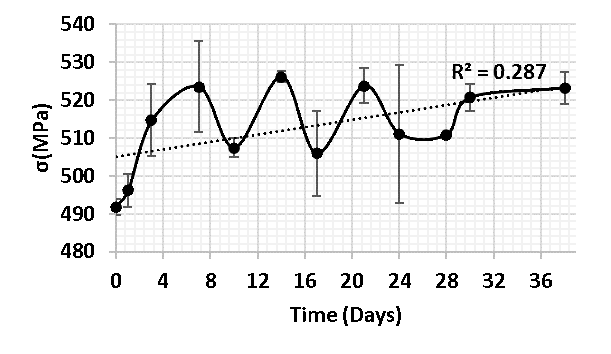
Regarding the aging process, Figures 6(a) and 6(b) shows that, comparing day 3 and day 38, for example, it can be seen that, considering the SAE 1005 steel, the slight straightening brought slight trends of gain in yield limits (around \(3\pm5\) MPa – approximately 0.9 %) and the intense straightening followed a slightly more expressive trend of gain in \(\sigma_\text{y}\) (around \(11\pm12\) MPa – approximately 3 % ). In Figures 7(a) and 7(b), which is related to SAE 1042 steel, the straightening brought slight trends towards gains in yield limits. For mild straightening, the gain was around \(12\pm5\) MPa – approximately 2.5 % - and for intense straightening the gain trend was around \(9\pm13\) MPa – approximately 1.6 %. These findings are consistent with Zamani et al., 2018 observations on the mechanical properties of low carbon dual-phase steel through natural aging.
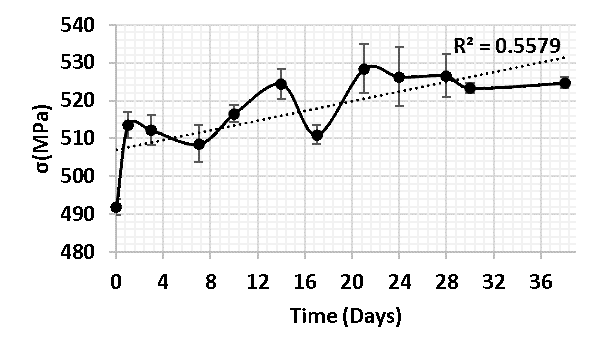
Regarding the resistance limit, Figures 6(c) and 6(d), a similar trend can be observed in the yield limit. Specifically, there is an increase in stress values when comparing days 0 and 1, as shown in Table 2. The stress gain is \(4\pm4\) MPa (approximately 1 %) for the mild case and \(19\pm8\) MPa (approximately 5 %) for the intense case, indicating that the gain in intense straightening is five times greater in mild straightening. Concerning to the aging process, it can be stated that, in the case of SAE 1005 steel, mild straightening brought slight trends towards gains in resistance limits (around \(2\pm4\) MPa – approximately 0.5 %) and intense straightening followed a considerably significant trend towards gain in \(\sigma_\text{R}\) (around \(35\pm12\) MPa – approximately 8 %).
As the density of dislocations increases, the resistance to the movement of these defects becomes more pronounced, generating an increase in the tensions necessary for flow to occur and for the resistance limit to be reached in the tensile test (Jin et al., 2018). Therefore, the material that underwent mild straightening is expected to have a lower level of ‘activated’ dislocations compared to the intensely straightened steel. Consequently, the tension gain in the mildly straightened material will be lower than that observed in the intensely straightened one.
Overall, the curves depicting the variation in the mechanical properties analyzed over time do not provide a comprehensive overview of the interaction between chemical composition, straightening, and aging, despite the presented R\(^2\) values, indicating that the results did not follow a linear regression model.
Consequently, the approach for evaluating trends, interferences, and interactions between variables will be factorial planning. Factorial planning was employed to identify which factors most significantly affect the interaction between chemical composition, straightening, and aging.
This analysis was conducted using Minitab software and utilized two tools: contour plots and response surfaces. However, according to Melo et al., 2017 and Moreira et al., 2023, statistical theory brings the value “p” – which varies between 0 and 1 – as a parameter of the statistical significance of a sampling process, and only when p is less than or equal to the value of \(0.05\), the results of the studies are considered significant. Therefore, before constructing the curves and surfaces, an analysis of the significance of the data obtained in the Minitab software was carried out, summarized in Table 3.
0.18cm
| Factors | p | |||
|---|---|---|---|---|
| Straightening \(\times\) carbon content: \(\sigma_\text{R}\) | 0.000 | |||
| Straightening \(\times\) carbon content: \(\sigma_\text{R}\) | 0.000 | |||
| Straightening \(\times\) carbon content: \(\epsilon\\) | 0.024 | |||
| Straightening \(\times\) aging: \(\sigma_\text{R}\) | 0.982 | |||
| Straightening \(\times\) aging: \(\sigma_\text{R}\) | 0.947 | |||
| Straightening \(\times\) aging: \(\epsilon\\) | 0.457 | |||
| Aging \(\times\) carbon content: \(\sigma_\text{R}\) | 0.896 | |||
| Aging \(\times\) carbon content: \(\sigma_\text{R}\) | 0.700 | |||
| Aging \(\times\) carbon content: \(\epsilon\\) | 0.050 |
It is observed that, according to theory, only the first three and the last interactions have statistical significance – \(p\) values less than or equal to \(0.05\) – so, only the complete group of “straightening” type interactions was analyzed.
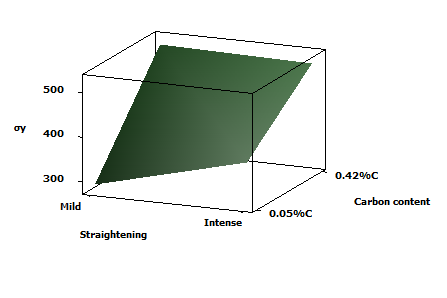
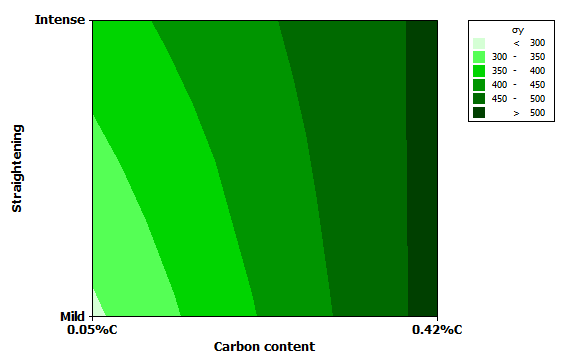
Analyzing the interaction between the variables carbon content and straightening at the yield limit, see Figure 8, it is observed that, in general, the higher the level of straightening and the carbon content, the higher the yield limit values.
| (a) | (b) |
 |  |
Regarding to the interaction between the variables carbon content and straightening at the resistance limit, Figure 9, it is also observed that, in general, the higher the level of straightening and the carbon content, the higher the limit values will be of resistance.
| (a) | (b) |
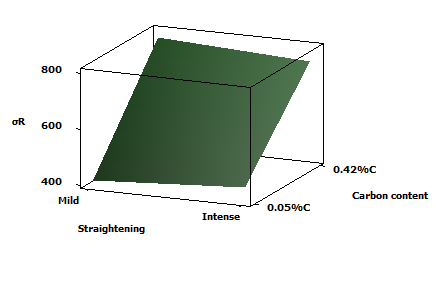 | 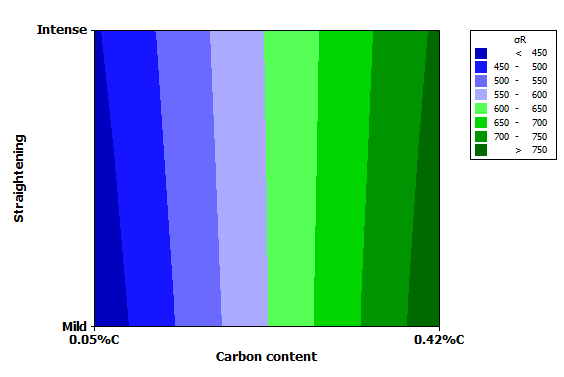 |
Such results are in line with what was predicted in the bibliographies, based on the consideration of Dieter, 1982, for example, on the process of plastic deformation, in which it is said that as the deformation occurs, the sliding and the multiplication of dislocations are being activated and intensified, which causes regions of high dislocation density to emerge.
This scenario generates a thermodynamic and kinetic context conducive to the formation of Cottrell atmospheres and, consequently, an increase in yield stresses and resistance when the material is subjected to the tensile test. Therefore, it is expected that the material that has undergone mild straightening will have a lower level of “activated” dislocations than the intensely straightened steel, which means that there will be a lower stress gain in the mild straightening material.
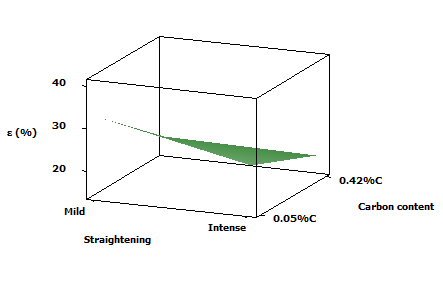
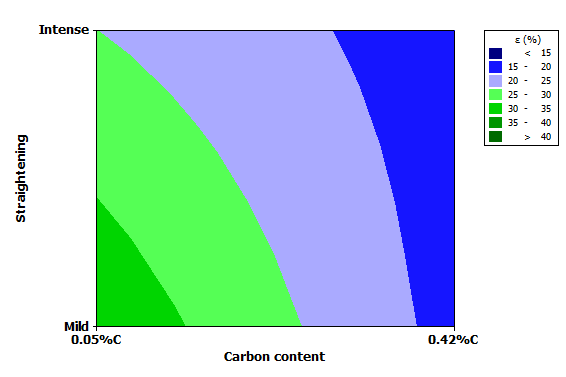
Regarding the interaction between the variables carbon content and straightening in the percentage of elongation, Figure 10 it is also observed that, in general terms, the higher the level of straightening and the carbon content, the lower the percentage values will be of stretching.
| (a) | (b) |
 |  |
Conclusions
Analyzing the results of this study, it was observed the effects of straightening and aging on the mechanical properties of low and medium carbon wire rods. Regarding straightening, there was a tendency for both yield strength and resistance to increase in materials subjected to this mechanical deformation process.
Notably, both manual and mechanical straightening did not induce microstructural changes, as there was no difference in the elongation of the grains between the two chemical compositions of steel across the different straightening methods. This behavior can be attributed to localized plastic deformation during the straightening process.
Regarding the interaction between straightening, aging and carbon content, factorial planning emerged as the most effective method for identifying the factors with the greatest influence on these variables. This was particularly evident from the R² values, which showed less consistency when analyzing the mechanical property curves (\(\sigma_\text{y}\), \(\sigma_\text{R}\), and ductility) over time.
Additionally, some interactions were found to be statistically insignificant, indicating the need for a larger sample size and extended testing periods to better assess the mechanical properties.
Overall, the contour and response surface graphs reveal a clear trend: higher levels of straightening and carbon content lead to increased yield strength and resistance, while higher levels of these factors correspond to lower elongation percentages.
Acknowledgments
Thanks to ArcelorMittal Juiz de Fora and the Federal Institute of Education, Science and Technology of the Southeast of Minas Gerais – Juiz de Fora Campus.
Author contributions
M.M. Candido Neto participated in the conceptualization, formal analysis, investigation, visualization writing and editing. M.J.C de Oliveira participated in: conceptualization, formal analysis, investigation, visualization and writing.
Conflicts of interest
The authors certify that no commercial or associative interest represents a conflict of interest concerning the manuscript.
References
Instituto Aço Brasil (2024). Anuário Estatístico. Aço Brasil.
Arrais, D. F. (2019). Influência da velocidade de laminação e trefilação nas propriedades mecânicas e na microestrutura de um aço SAE 1013 na produção de vergalhão CA 60 [Trabalho de Conclusão de Curso, Universidade Federal do Ceará]. Repositório Institucional.
Bader, F., Bathelt, L., Djakow, E., Henke, C., Homberg, W. & Trächtler, A. (2022). An Approach for an Innovative 3D Steel Strip Straightening Machine for Curvature and Saber Compensation. 2391–2396. https://doi.org/10.4028/p-87wvu0
Brito, E. C. (2018). Avaliação dos efeitos dos parâmetros de laminação a frio nas propriedades mecânicas e microestruturais do aço SAE 1013 para produção do vergalhão CA 60 [Trabalho de Conclusão de Curso, Universidade Federal do Ceará]. Repositório Institucional..
Daroit, M. (2012). Estudo de aço microligado ao vanádio para a produção de barra nervurada para concreto armado com característica de soldabilidade segundo norma ABNT NBR 8965:1985 [Dissertação Mestrado, Escola de Engenharia, Universidade Federal do Rio Grande do Sul]. Lume Repositório Digital.
Dieter, G. E. (1982). Metalurgia mecânica. Guanabara Dois.
Eder, A. E. (2006). Influência do teor de nitrogênio na trefilação de aço equivalente ao ABNT 1013 [Dissertação Mestrado, Escola de Engenharia, Universidade Federal do Rio Grande do Sul]. Lume Repositório Digital.
Empresa de Pesquisa Energética (2022). Atlas da Eficiência Energética Brasil 2022: relatório de indicadores. Ministério de Minas e Energia.
Jin, H., Wu, Y. & Qin, J. (2018). Effect of Cold Working and Aging Treatment on Mechanical Performance of SS316LN Tube. 74(3), 211–218. https://doi.org/10.1080/15361055.2017.1421365
Konak, A. & Kamaci, A. (2019). Effects Of Iron-Steel Sector On Global Competıtıon, Economıc Growth And Unemployment. 26(1), 49-70. https://doi.org/10.18657/yonveek.493769
Lin, Y., Ma, L., Li, Z. & Ni, W. (2023). Understanding the drivers of CO$_2$ growth in China's iron and steel sector: An integrated analysis of the energy-material-economy nexus. 138849. https://doi.org/10.1016/j.jclepro.2023.138849
Meira, R. R. (2020). Cinética do envelhecimento em aços acalmados ao Al em função da variação do teor de Mn [Tese Doutorado, Universidade Federal Fluminense]. Repositório Institucional.
Melo, R. H. F., Lima, M. S. F., Oliveira, M. J. C., Maciel, T. M. & Araújo, C. J. (2017). Estudo de juntas soldadas a laser de chapas finas de liga com memória de forma NiTi austenítica. 36(2), 89. https://doi.org/10.17563/rbav.v36i2.1067
Miranda, W. P. (2021). Envelhecimento natural pós-deformação a frio do aço SAE 1010 e 1012 na produção do vergalhão CA-60 reto [Trabalho de Conclusão de Curso, Escola Politécnica, Universidade Federal do Rio de Janeiro]. Repositório..
Mischke, J. & Jonca, J. (1992). Simulation of the roller straightening process. 34(1/4), 265-272. https://doi.org/10.1016/0924-0136(92)90116-A
Moreira, C. E. S., Oliveira, M. J. C. & Cruz, D. L. (2023). Aplicação do planejamento fatorial e análise de superfície de resposta no processo de recristalização da liga C260 após estiramento. 3396-3402. https://doi.org/10.5151/2594-5327-39612
Nicolodi, A. (2021). Desenvolvimento de aço baixo carbono em aciaria elétrica para produção de arames galvanizados [Dissertação Mestrado, Universidade Federal do Rio Grande do Sul]. Repositório Institucional..
Prasad, M. & Mishra, T. (2017). Low-carbon growth for Indian iron and steel sector: exploring the role of voluntary environmental compliance. 41-50. https://doi.org/10.1016/j.enpol.2016.09.060
Yamasaki, S. (2018). The microstructure and mechanical properties of drawn and aged pearlitic steel wires. 34(1), 1–11. https://doi.org/10.1080/02670836.2017.1407542
Zamani, M., Mirzadeh, H. & Maleki, M. (2018). Enhancement of mechanical properties of low carbon dual phase steel via natural aging. 178-183. https://doi.org/10.1016/j.msea.2018.07.105